









")

")
")
")
")
")




銑削操作始終讓機械師和製造專業人員面臨一個難題—是選擇順銑還是逆銑。雖然這兩種工藝表面上看起來相同,但它們在刀具壽命、表面光潔度、切削力和效率方面有所不同。選擇適當的技術對於確保製程和最終零件的品質得到最佳化至關重要。本指南介紹了順銑和逆銑最重要的差異、優點和用途,以便您準備在加工任務中採取適當的措施。這篇文章解釋了兩種重要銑削工藝的複雜性和錯綜複雜之處,無論是機械師還是新手,每個人都能從中受益。
什麼是順銑?

定義順銑
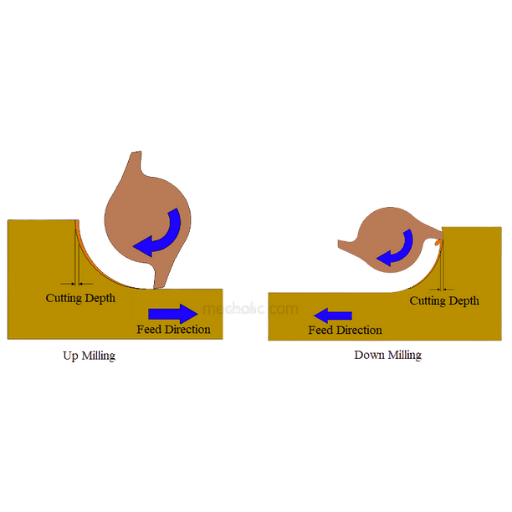
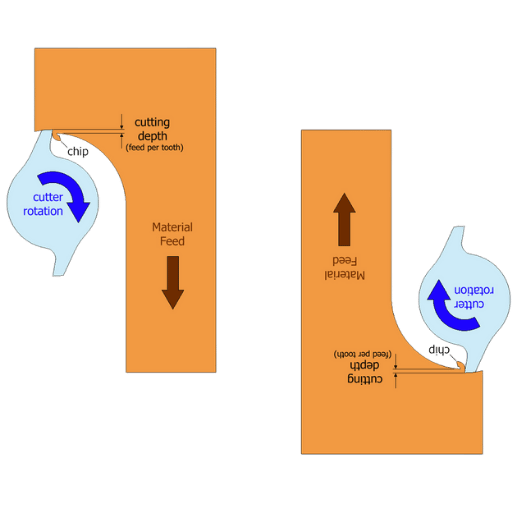
順銑或順銑是一種加工策略,其中切削刀具的移動方向與工件的移動方向相同。這意味著切屑最厚的部分首先被切入,然後隨著切削刀具的移動而逐漸減少。該工藝以其非常平滑、光滑均勻的表面、低工具磨損和比標準扭曲更好的表面光潔度而聞名。但它並非在所有情況下都有效,例如當工具機有明顯的間隙時,因為它會導致運行時的穩定性和精度降低。
定義逆銑
逆銑,也稱為順銑,是一種透過刀具旋轉將材料與工件分離的加工過程。它還具有工具朝向工件移動但以來回移動的特性。這樣,切削刃就會從最薄的角度到最厚的角度與材料接觸,產生所需的效果。傳統工具比攀爬工具更強大,可以以更快的速度進行切割。該方法表明,當存在間隙時,機器剛度會更差,且摩擦力更大,與回收過程中的表面破壞相比,這反過來會導致工具磨損更嚴重,拋光錶面的粗糙度增加。
順銑與逆銑之間的主要區別
- 切削方向: 據我所知,在爬銑機時,刀具的移動方向與進料的流動方向相同。在傳統銑削中,刀具沿著進給流的相反方向移動。
- 精加工表面: 在傳統的順銑中,我注意到,隨著刀具逐漸切入材料表面,所得表面更加光滑,而不像使用傳統銑刀時,由於摩擦程度較高而導致表面更粗糙。
- 刀具侵蝕: 我注意到,摩擦力越小,刀具在順銑時就越出色,而傳統方法則會遇到困難,因為摩擦力越大,刀具壽命就越短。
- 機器穩定性: 與順銑不同,順銑會將工件吸入刀具並引起振動,而傳統銑削則不容易出現這種運動。因此,我理解具有間隙的系統可能採用傳統銑削,因為它們更穩定。
- 清除碎屑: 原始登山者傾向於清除切割器後面的碎屑,保持通道暢通,而傳統的登山者傾向於將碎屑推到前面,這可能會阻礙切割。
與傳統銑削相比,CNC順銑有哪些優點?

採用順銑 CNC 技術的 CNC 工具機的優勢
- 更好的表面光潔度: 由於爬刀在切割過程中拉動材料纖維而不是推動材料纖維,因此零件的表面光潔度將具有更高的品質。此舉可減少撕裂和幾何形狀的損失。
- 切削力較小: 使用順銑刀時,切削時施加的下推力可最大程度地減少刀具的偏轉和振動,從而實現更精確的加工。
- 更長的刀具壽命: 由於產生或積聚的切削力和熱量較少,切削刃的磨損減輕,刀具壽命也延長了。
- 更好的切屑彈出: 切屑從刀具的眼側排出,這意味著拇指側沒有阻礙刀具牢固抓握。
- 經濟: 與普通銑削相比,順銑消耗的能量較少,摩擦較小,切削力也較小。
常規銑削的標準用途
- 粗加工: 在傳統銑削過程中,切削和粗加工均可在一次加工中完成。材料去除的速度大於加工的精細度,從而留下良好的表面。
- 硬質材質: 對較硬的材料進行順銑是常見的做法,但可能會出現刀具偏轉/主軸顫動。
- 手動機器: 工作是在沒有間隙補償裝置的手動或舊機器上完成的,因為它消除了工具被機器的間隙損壞的可能性。
- 中斷剪輯: 與順銑相反,傳統銑削可以在斷續切削過程中有效操作,例如加工具有體積夾雜物的粗糙表面或鑄造表面。
何時應優先選擇順銑而非傳統銑削
刀具透過工件的垂直表面進行嚙合和脫離,特別是在鋁等較軟的金屬中,需要藉助可靠的 CNC 機器進行更可控的運動。順銑適用於需要高精度和高生產率的較軟材料,但需要精細的表面光潔度。良好的機器結構對於防止因切屑重新切割和刀具拉入現象而引起的問題也很重要。
順銑對數控銑床結果有何影響?
順銑對刀具壽命和刀具磨損有何影響?
在適當的條件下使用順銑可以延長刀具壽命並減少刀具磨損。改善後的條件不是切屑膨脹摩擦、熱量➔磨料阻力,因此加工過程中的熱量累積就變得不那麼重要了。特別是,由於加工過程中熱量的減少,A1 上的刀具壽命大大提高。然而,如果機器設定錯誤,或者結構剛度不夠,刀具很容易被拉入,導致過度磨損和損壞。為了最大限度地發揮這些積極因素以及對刀具壽命的好處,機器的穩定性和進給必須在規定的限度內進行設定。
對錶面光潔度和切屑形成寬度的影響
表面精加工和切屑寬度的影響受順銑和逆銑的控制。順銑過程中刀具的嚙合導致切屑的單向運動。這種掃描切割可確保產生恆定的切屑厚度,該厚度範圍從切割初始階段的最大值到平台階段的最小值。這些因素表明,採用順銑可以獲得更好的表面光潔度,因為切削力恆定,且刀具不會受到引起波動的力的影響。此外,承受所有上述因素可增加表面視野,並減少在較軟的材料上進行精確加工時材料發藍的可能性。借助先進的加工技術和儀器,可以準時操縱極方向和調整切削刃,從而提高加工表面的價值以及操作時切屑寬度的一致性。這保證了生產過程的高效和有效性。
常規銑削和順銑涉及哪些問題?
了解銑床的間隙
銑床中的齒隙是機械系統儀器在執行反向運動時出現的微小「間隙」。這種現象通常是由於絲槓脫離和/或機器零件磨損而發生的。從絕對意義上講,間隙會因零件定位不精確而損害加工精度,尤其是在精細作業中。多次操作期間的精確度至關重要,而這會嚴重影響反彈力。現今的機器可以透過實施直接驅動系統、高速滾珠螺桿或更先進的軟體驅動調整來解決這些問題,從而即時解決這些問題。定期維護和適當的校準也有助於防止因間隙造成的機械加工性能下降。
控制機械零件和切削刀具的嚙合
控制所有機器零件和刀具嚙合對於實現加工精度以及更長時間地保護刀具和機器至關重要。應該對機器零件的位置進行實際檢查,包括主軸零件、導軌和刀架,這些都是確保工作精度所必需的。刀具的嚙合對切削力、刀具磨損和表面光潔度有很大的負面影響;因此,需要從切削深度、進給速度、主軸轉速到材料特性等因素中進行適當的選擇。自適應刀具路徑策略和即時監控系統等新方法可以即時改變刀具嚙合,從而提高生產率並最大程度地減少刀具損壞或材料過度加工的可能性。此外,這些預測性維護系統的實施有助於評估機器重要部件的磨損程度,從而實現完整運行,同時最大限度地減少機器的閒置時間。
使用爬升和傳統銑削方法改進銑削技術的最佳實踐

如何整體改善爬升和傳統銑削工藝
在優化銑床性能時,我總是集中精力進行少數實踐。首先,我根據材料的性質和所需的結果來決定選擇爬坡和馬鞍銑,因為這兩種技術都有各自的優勢。在大多數情況下,順銑最適合較軟的材料,因為它可以提供更好的表面光潔度並減少刀具磨損,而傳統銑削則可以切割較硬的材料,甚至可以切割粗糙不穩定的裝置。此外,使用鋒利、高品質的切削工具,以及嚴格遵守建議的進給率、主軸轉速和切削深度也是優先考慮的事項。定期校準機器以及維護潤滑等零件對於確保所需的精確度和避免不必要的停機至關重要。此外,我還利用自適應刀具路徑策略和即時性能監控系統等最新技術來提高加工過程中的效率。
不同銑削策略對錶面品質的影響
順銑和逆銑在所加工表面的品質上有明顯差異。眾所周知,與傳統銑削相比,順銑可以提供更好的表面光潔度,因為刀具切割材料時幾乎不會發生偏轉,從而最大限度地減少撕裂並提高精度。對於較軟的材料以及需要高結構完整性的材料,這種方法比其他方法更合適。然而,由於它在表面品質方面不是很有用,因此需要傳統的方法,它最適合用於較硬的材料或較舊的、容易產生反沖的機器,這些機器具有更大的力量,但切割更穩定。對於這兩種類型來說,都必須滿足刀具條件,例如鋒利度和正確對齊,以及遵循規定的銑削參數,以實現預期的表面光潔度。
如何最佳地使用順銑和逆銑而不會降低效率
- 與材質相符的技術: 當製造較軟的材料或需要卓越的表面光潔度時,順銑是最佳選擇。也建議使用傳統銑削來加工更堅韌的材料,因為更粗暴的切削會導致刀具磨損和損壞,並且會降低表面光潔度。
- 工具狀況和鋒利度:在完成任何任務之前,工具都應該鋒利並檢查是否損壞。鋒利且未損壞的工具有助於實現更高精度的切割,而鈍的工具只會降低表面效率。
- 切削速度和進給率: 建議操作員遵循提供的切割和進給指南以及工具和材料的具體情況,以減少工具折舊並提高測量效率。
- 盡量減少機器的間隙: 機器的舊部件在使用過程中可能會出現某種形式的反彈,導致切割不準確和部分材料過剩。為了緩解這種情況,操作員最適合進行常規銑削,因為它消除了反沖的風險。
- 適當的固定: 使用穩定的夾具和固定裝置在切割之前抓取和定位材料;無論採用何種方法,任何形式的運動都會影響精確度以及表面光潔度指標。
如果操作員充分考慮這些指針,生產率就會大幅提高,確保使用該套件可以滿足銑削的不同方面所列出的各種需求。
常見問題(FAQ)
Q:順銑和逆銑的主要差異是什麼?
答:這兩種方法之間的差異最好透過切割方向和產生的切屑來體現。在順銑過程中,相關切削刀具的齒以與進給相同的方向移動,從而允許它們與工件表面接觸。這種特殊的工具運動有助於產生更好的表面並降低工具壽命成本。相反,在常規銑削(也稱為逆銑)過程中,刀具沿著進給方向移動。逆銑會使大部分刀具與工件表面摩擦,這意味著它會損壞或磨損原始表面。因此,與順銑相比,它產生的表面更粗糙。
Q:順銑與逆銑相比有哪些優勢?
答:使用順銑方法有許多優點,其中包括改善表面光潔度、降低刀具成本、降低力道要求以及改善切屑排出。此外,據觀察,順銑由於摩擦較小,產生的熱量較少,且進給速度加快,因此在許多 CNC 服務中更為有用。
Q:順銑是否有什麼問題?
答:是的,順銑存在一些問題。最令人擔心的是切削刀具會陷入工件。對於沒有配備間隙消除器的機器來說,這個問題尤其嚴重。這種情況發生在較舊且剛性較差的機器上,並且可能導致刀具斷裂和工件損壞。
Q:什麼時候使用常規銑削比順銑更好?
答:在某些情況下,最好採用常規銑削。這些包括使用沒有間隙消除器的舊機器,仔細研究具有堅硬或鱗狀表面的材料,以及執行重型粗加工操作。傳統的順銑在加工不同深度的切削時也很有用,尤其是在處理鑄鐵時。傳統銑削更容易使用,因為它不像順銑那樣容易導致刀具斷裂或過熱。
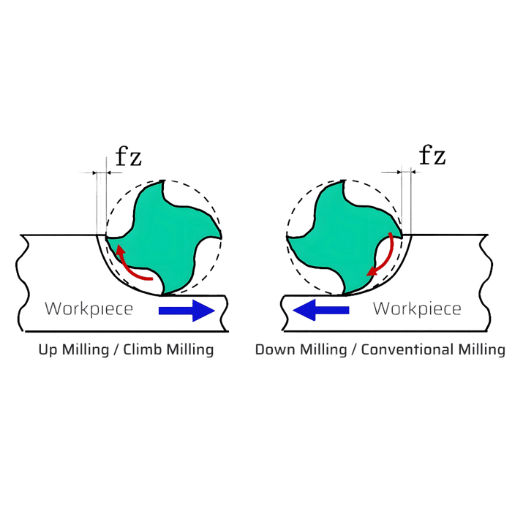
Q:順銑和逆銑的切屑厚度有何不同?
答:在順銑設計中,切屑厚度達到最大值,然後逐漸減少。這使得晶片的產生和移除過程更加容易。在標準銑削過程中,切屑厚度從零開始並緩慢增加,這會導致大量摩擦,同時導致表面光潔度比預期更粗糙。
Q:Bridgeport 銑床可以實現順銑和逆銑嗎?
答:是的。 Bridgeport 軋鋼機既可以進行常規傾斜,又可以進行爬升傾斜。但請注意,舊型 Bridgeport Mills 和其他類似機器可能沒有間隙消除器,這可能會使傳統的傾斜更加危險。在沒有確保您的機器能夠承受此方法的情況下,切勿嘗試在任何機器上方進行徒手爬升銑削。
Q:逆銑和順銑對刀具壽命有何影響?
答:從長期的磨損預測來看,刀具壽命更長,其中順銑更為主導,這是因為爬升時需要施加的力比反方向的力更大。之所以必須將工具推得太靠近工件,是因為工具長時間靠近工件會造成損壞。
Q:是否有一組材料適合順銑或逆銑,而另一組材料更適合順銑?
答:某些材料被認為是特定銑削製程的最佳選擇。例如,鋁等較軟的材料往往更適合採用順銑技術,因為這樣可以提高表面品質並有效去除碎屑。相反,較硬或具有磨蝕性表面的材料可能更適合傳統的銑削工藝,因為它可以更好地吸收初始切割的力,從而降低工具斷裂的風險。
參考資料
- 乾式立銑刀切削力與殘餘應力的關係 鉻鎳鐵合金 HX
- 作者: Mohd Nor NA 等人
- 發布日期: 2022-11-29
- 概要: 本研究探討了採用乾式端銑加工 Inconel HX 時產生的切削力和殘餘應力之間的相關性,更具體地說,是採用順銑方法。研究顯示了主軸轉速和每齒進給量等幾個參數如何影響切削力和殘餘應力。
- 方法: 作者實施了乾式立銑削技術,利用整體陶瓷立銑刀進行順銑。他們計算了殘餘應力和切削力,然後處理數據以確定兩者之間的關係以及兩者最小化的條件。
- Al5052和Al7075精加工製程中精加工餘量和銑削方法對錶面粗糙度的影響
- 作者: Burhanudin 等人
- 發布日期: 2022-11-30
- 概要: 本研究探討了順銑或逆銑等不同銑削製程對鋁合金Al5052和Al7075表面粗糙度的影響。結果表明,與傳統銑削相比,順銑在各種精加工餘量下都能獲得更光滑的表面。
- 方法: 研究人員透過公認的程序對不同的精加工餘量以及不同的表面粗糙度進行了實驗。進行了統計分析以確定順銑工藝的效率。
- 大進給銑削切削力的試驗研究 鈦合金
- 作者: J.Petrů 等人
- 發布日期: 2020-03-01
- 概要: 本研究在研究順銑和傳統銑削方法的同時,分析了高進給銑削對鈦合金的影響切削力。研究的目的是透過優化切削參數來提高效率並最大限度地減少順銑過程中的刀具磨損。
- 方法: 作者監測了順銑和逆銑設定下切削時所施加的力,並對每種設定採用不同的條件。透過分析數據來確定最能減少力道並延長刀具壽命的切削參數。
- 銑削策略對錶面粗糙度影響的研究
- 作者: A. Etyemez、A. Baran
- 發布日期: 2019-03-22
- 概要: 本研究探討了各種銑削操作(例如順銑)如何影響硬化熱作鋼的表面粗糙度。該研究試圖展示銑削方向以及銑削操作期間設定的參數如何影響最終的表面品質。
- 方法: 本研究探討了各種銑削操作(例如順銑)如何影響硬化熱作鋼的表面粗糙度。該研究試圖展示銑削方向以及銑削操作期間設定的參數如何影響最終的表面品質。
- 銑刀
- 銑削(機械加工)
