









")

")
")
")
")
")




Фрезерные операции постоянно ставят дилемму перед станочниками и специалистами по производству — что выбрать: попутное фрезерование или обычное фрезерование. Хотя оба процесса на первый взгляд кажутся одинаковыми, они различаются по сроку службы инструмента, качеству поверхности, силам резания и эффективности. Выбор правильной техники имеет решающее значение для обеспечения оптимизации как процесса, так и качества конечной детали. В этом руководстве рассматриваются наиболее важные различия, преимущества и применение как попутного фрезерования, так и обычного фрезерования, чтобы вы были готовы предпринять соответствующие действия в своих задачах по обработке. Каждый, от мастера-станочника до новичка, сможет извлечь пользу из этой статьи, в которой объясняются сложности и тонкости двух важных процессов фрезерования.
Что такое попутное фрезерование и чем оно отличается от обычного фрезерования?

Определение попутного фрезерования
Попутное фрезерование или попутное фрезерование — это стратегия обработки, при которой режущий инструмент движется в том же направлении, что и заготовка. Это означает, что сначала задействуется самая толстая часть стружки, а затем постепенно уменьшается по мере движения режущего инструмента. Процесс отличается очень гладкой, ровной поверхностью, низким износом инструмента и лучшей отделкой поверхности, чем стандартное скручивание. Но он не так эффективен во всех ситуациях, например, когда станок имеет значительный люфт, поскольку это приводит к снижению стабильности и точности во время работы.
Определение традиционного фрезерования
Традиционное фрезерование, также называемое встречным фрезерованием, представляет собой процесс обработки, при котором материал отделяется от заготовки вращением фрезы. Он также характеризуется движением инструмента по направлению к заготовке, но возвратно-поступательным движением. Таким образом, режущая кромка захватывает материал от самого тонкого до самого толстого угла, создавая желаемый эффект. Традиционные инструменты более мощные, чем восходящие, что позволяет резать с более агрессивной скоростью. Этот метод иллюстрирует худшую жесткость машины при наличии люфта и обладает большим трением, что в свою очередь приводит к большему износу инструментов и повышенной шероховатости полируемых поверхностей по сравнению с разрушением поверхностей при восстановлении.
Основные различия между попутным и обычным фрезерованием
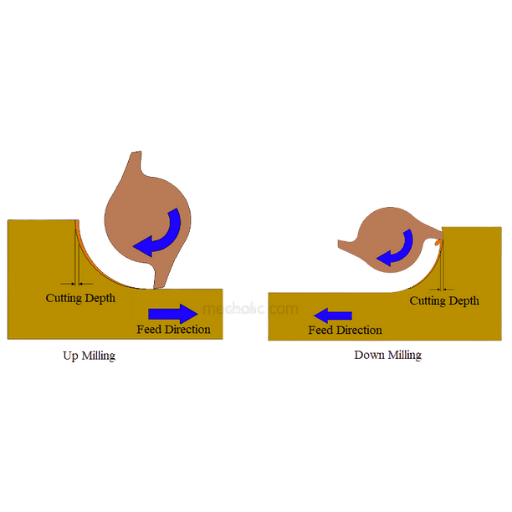
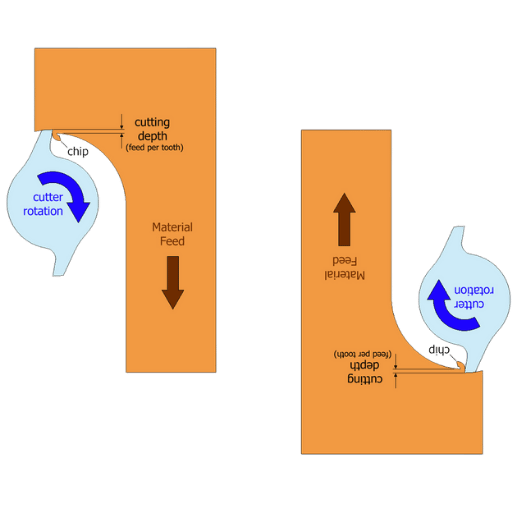
- Направление резки: При подъеме на фрезу, как я понимаю, фреза движется в том же направлении, что и поток корма. При обычном фрезеровании фреза движется в противоположном направлении потока корма.
- Отделка поверхности: Я заметил, что при традиционном попутном фрезеровании получаемая поверхность получается более гладкой, поскольку фреза постепенно врезается в поверхность материала, в отличие от использования обычной фрезы, которая приводит к получению более шероховатой поверхности из-за более высокой степени трения.
- Инструментальная эрозия: Я заметил, что при меньшем трении инструменты превосходны при попутном фрезеровании, в то время как при использовании традиционных методов возникают трудности, поскольку долговечность инструмента снижается из-за большего трения.
- Устойчивость машины: В отличие от попутного фрезерования, которое может засасывать заготовку в фрезу и вызывать вибрации, обычное фрезерование не так склонно к такому движению. Таким образом, я понимаю, что системы с люфтом могут использовать традиционное фрезерование, так как они более устойчивы.
- Удаление стружки: В то время как примитивные альпинисты склонны убирать стружку позади резака, оставляя проход свободным, традиционные альпинисты склонны выталкивать стружку вперед, что может заблокировать проход.
Каковы преимущества попутного фрезерования с ЧПУ по сравнению с обычным фрезерованием?

Преимущества станков с ЧПУ, использующих технологию попутного фрезерования с ЧПУ
- Улучшенная отделка поверхности: Поверхностная обработка компонента будет более качественной из-за действия встречного резака во время процесса резки, поскольку он тянет волокна материала, а не толкает их. Это действие приводит к меньшему разрыву и потере геометрических форм.
- Меньше силы резания: При использовании попутного резака усилие нажима, используемое при резке, сводит к минимуму отклонение инструмента, а также вибрацию, что обеспечивает более точную обработку.
- Увеличенный срок службы инструмента: Благодаря уменьшению силы резания и выделению или накоплению тепла срок службы инструмента увеличивается, поскольку уменьшается износ режущей кромки.
- Улучшенный выброс стружки: Стружка удалена со стороны ушка резака, что обеспечивает отсутствие помех со стороны большого пальца для надежного захвата резака.
- Экономичность: При попутном фрезеровании потребляется меньше энергии по сравнению с обычным фрезерованием, меньше трение и силы резания.
Стандартное использование обычного фрезерования
- Черновая обработка: При обычном фрезеровании резка и черновая обработка могут быть выполнены за один проход. Скорость удаления материала больше, чем чистота, с которой он обрабатывается, чтобы оставить после себя хорошую поверхность.
- Твердые материалы: Обычной практикой является попутное фрезерование твердых материалов, поскольку при этом может возникнуть отклонение инструмента/вибрация шпинделя.
- Ручные машины: Работа выполняется на ручных или старых станках, не имеющих устройств компенсации люфта, так как это исключает возможность повреждения инструмента люфтом станка.
- Прерванные сокращения: Травмообработка, в отличие от попутного фрезерования, позволяет эффективно работать при прерывистых процессах резания, например, при обработке шероховатых или литых поверхностей с объемными включениями.
Когда попутное фрезерование предпочтительнее обычного
Ввод и вывод фрезы через вертикальные поверхности заготовки, особенно в более мягких металлах, таких как алюминий, требует более контролируемого движения, поддерживаемого надежными станками с ЧПУ. Попутное фрезерование рассматривается для более мягких материалов, требующих высокой точности и производительности, но при этом требуется тонкая отделка поверхности. Также важно иметь хорошую конструкцию станка для предотвращения проблем, связанных с явлениями повторного резания стружки и затягивания инструмента.
Каково влияние попутного фрезерования на результаты фрезерования на станках с ЧПУ?
Каково влияние попутного фрезерования на срок службы инструмента и износ фрезы?
Использование попутного фрезерования при правильных условиях увеличивает срок службы инструмента и снижает износ фрезы. Улучшенные условия — это отсутствие трения стружки, нагрев ➔ абразивное сопротивление в этих терминах, поэтому накопление тепла во время обработки гораздо менее важно. В частности, срок службы инструмента на A1 значительно увеличивается из-за снижения накопления тепла во время обработки. Однако, если станки настроены неправильно или в конструкции недостаточная жесткость, чрезмерный износ и повреждение фрезы становятся возможными из-за легкого затягивания инструмента. Чтобы максимизировать эти положительные и выгодные для долговечности инструмента преимущества, стабильность станка и подачи должны быть больше, чем установлено в предписанных пределах.
Влияние на качество поверхности и ширину образующейся стружки
Эффекты обработки поверхности, а также ширина стружки регулируются как при попутном, так и при обычном фрезеровании. Задействование инструмента в процессе попутного фрезерования приводит к однонаправленному движению стружки. Этот свип-рез гарантирует, что стружка производится с постоянной толщиной, которая варьируется от максимальной на начальном этапе резания, а также минимальной к стадии плато. Эти факторы предполагают, что отделка поверхности будет лучше при попутном фрезеровании, поскольку силы резания постоянны, и инструмент не подвергается воздействию сил, вызывающих колебания. Более того, выдерживание всех вышеупомянутых факторов улучшает вид поверхности и снижает вероятность появления синеватого кольца материала при выполнении точных работ по обработке более мягкого типа материала. С помощью превосходных методов обработки и инструментов, которые позволяют выполнять квазимгновенную манипуляцию направлением полюсов и регулировать режущие кромки, можно увеличить ценность обработанной поверхности, а также постоянство ширины стружки при выполнении операций. Это гарантирует производительные и эффективные производственные процессы.
Какие проблемы возникают при обычном и попутном фрезеровании?
Понимание люфта во фрезерных станках
Люфт во фрезерных станках — это незначительный «люфт», который возникает в механических системах инструментов при выполнении обратного движения. Это явление обычно возникает из-за расцепления ходовых винтов и/или изношенных частей станка. Люфт в его абсолютном смысле может ухудшить точность обработки из-за неточного позиционирования компонентов, особенно при выполнении деликатных работ. Точность во время выполнения нескольких операций имеет решающее значение, и она может сильно пострадать от люфта. Современные станки помогают бороться с такими проблемами за счет внедрения систем прямого привода, высокоскоростных шариковых винтов или более продвинутых программных регулировок, которые учитывают эти проблемы в режиме реального времени. Регулярное техническое обслуживание и правильная калибровка также помогают предотвратить ухудшение производительности обработки из-за люфта.
Контроль взаимодействия деталей машин и режущих инструментов
Контроль всех деталей станка и зацепления резцов имеет жизненно важное значение для достижения точности обработки, а также для сохранения как инструмента, так и станка в течение более длительного периода времени. Должны быть фактические проверки положения деталей станка, включая детали шпинделя, направляющие и держатели инструмента, которые необходимы для точности работы. Зацепление резца в значительной степени влияет на силу резания, износ инструмента и получаемую чистоту поверхности; поэтому требуется соответствующий выбор из этих факторов, глубины резания, скорости подачи, скорости шпинделя, и свойств материала. Более новые методы, такие как адаптивные стратегии траектории инструмента и системы мониторинга в реальном времени, позволяют изменять зацепление резца в реальном времени, повышая производительность и сводя к минимуму вероятность повреждения инструмента или перегрузки материала. Кроме того, внедрение этих систем предиктивного обслуживания помогает оценить степень износа важных деталей станков, обеспечивая полную эксплуатацию при минимизации простоя станка.
Лучшие практики по улучшению методов фрезерования с использованием попутного и обычного фрезерования

Как улучшить процессы попутного и обычного фрезерования в целом
При оптимизации производительности фрезерного станка я всегда концентрирую свои усилия на нескольких методах. Для начала я выбираю между попутным и седловым фрезерованием, исходя из характера материала и требуемого результата, поскольку оба метода имеют свои сильные стороны. В большинстве случаев попутное фрезерование лучше всего использовать на более мягких материалах, поскольку оно обеспечивает лучшую отделку поверхности и снижает износ инструмента, в то время как обычное фрезерование режет более твердые материалы или даже грубые нестабильные установки. Более того, использование острых, высококачественных режущих инструментов, наряду со строгим соблюдением рекомендуемых скоростей подачи, оборотов шпинделя и глубины резания, также являются приоритетами. Калибровка станка на регулярных интервалах и техническое обслуживание компонентов, таких как смазка, являются обязательными для обеспечения требуемой точности и избежания ненужных простоев. Кроме того, я использую новейшие технологии, такие как адаптивные стратегии траектории инструмента и системы мониторинга производительности в реальном времени, чтобы повысить эффективность в процессе обработки.
Влияние различных стратегий фрезерования на качество поверхности
Как попутное фрезерование, так и обычное фрезерование заметно отличаются по качеству получаемых поверхностей. Известно, что попутное фрезерование обеспечивает лучшую отделку поверхностей по сравнению с обычным, поскольку фреза прорезает материал с небольшим отклонением, что сводит к минимуму разрывы и повышает точность. Этот метод больше подходит для более мягких материалов, а также для материалов, которым требуется высокая структурная целостность. Однако, как бы ни требовалось обычное фрезерование, поскольку оно не очень полезно с точки зрения качества поверхности, оно лучше всего работает на более твердых материалах или на старых, склонных к люфту станках, которые имеют большую силу, однако режут более стабильно. В обоих типах необходимо соблюдать такие условия для инструмента, как острота и правильное выравнивание, а также следовать установленным параметрам фрезерования, чтобы достичь желаемой отделки поверхности.
Как лучше всего использовать попутное и обычное фрезерование без потери эффективности
- Соответствие техники материалу: Попутное фрезерование является наилучшим вариантом при обработке более мягких материалов или когда требуется превосходная отделка поверхности. Также рекомендуется, чтобы более жесткие материалы обрабатывались обычным фрезерованием, поскольку более жесткие резы могут привести к износу и повреждению инструмента, а отделка поверхности может ухудшиться.
- Состояние и острота инструмента: Инструменты должны быть острыми и проверенными на предмет повреждений перед завершением любой задачи. Острые и неповрежденные инструменты помогают достичь более высокой точности резки, тогда как тупые инструменты будут служить только для снижения эффективности поверхности.
- Скорость резания и скорость подачи: Операторам рекомендуется следовать предоставленным инструкциям по резке и подаче, а также учитывать особенности инструмента и материала, чтобы снизить износ инструмента и повысить эффективность измерений.
- Минимизируйте люфт машины: Старые детали машин, вероятно, будут испытывать некоторую форму люфта при использовании, что приводит к неточным резам и оставлению излишков материала. Чтобы смягчить это, операторам лучше всего подходит обычное фрезерование, поскольку оно устраняет риск возникновения люфта.
- Правильная установка: Используйте устойчивые зажимы и фиксирующие устройства для захвата и позиционирования материала перед резкой; любое движение может ухудшить точность и качество поверхности независимо от применяемых методов.
Если операторы уделят должное внимание этим указаниям, производительность значительно возрастет, гарантируя, что все потребности, изложенные в самом широком диапазоне типов, будут удовлетворены для различных аспектов фрезерования с помощью набора.
Часто задаваемые вопросы (FAQ):
В: Каковы основные различия между попутным и обычным фрезерованием?
A: Различия между этими двумя методами лучше всего улавливаются направлением реза и образующейся стружкой. Во время попутного фрезерования зубья соответствующего режущего инструмента движутся в том же направлении, что и подача, что позволяет им контактировать с поверхностью заготовки. Это особое движение инструмента способствует получению улучшенных поверхностей и снижению расходов на срок службы инструмента. Напротив, во время обычного фрезерования, также известного как встречное фрезерование, инструмент движется против направления подачи. Встречное фрезерование позволяет большей части инструмента тереться о поверхность заготовки, что означает, что это повредит или изнашивает необработанные поверхности. Из-за этого оно создает более грубую поверхность по сравнению с попутным фрезерованием.
В: Каковы преимущества попутного фрезерования по сравнению с обычным фрезерованием?
A: Использование методов попутного фрезерования имеет много преимуществ, некоторые из которых включают улучшенную отделку поверхности, снижение стоимости инструментов, снижение требований к силе и улучшенное удаление стружки. Кроме того, замечено, что попутное фрезерование производит меньше тепла в результате меньшего трения, а из-за увеличенных скоростей подачи оно более полезно во многих службах ЧПУ.
В: Существуют ли какие-либо проблемы, связанные с попутным фрезерованием?
A: Да, есть некоторые проблемы, связанные с попутным фрезерованием. Максимальное беспокойство заключается в том, что режущий инструмент может затянуться в заготовку. Это особенно проблематично на станках без элиминатора люфта. Это происходит на старых и менее жестких станках и может привести к поломке инструмента и повреждению заготовки.
В: Когда лучше использовать обычное фрезерование вместо попутного?
A: Существуют определенные условия, при которых обычное фрезерование будет предпочтительным. К ним относятся работа со старыми станками без люфт-элиминатора, обработка материалов с твердой или чешуйчатой поверхностью и выполнение тяжелых черновых операций. Обычное попутное фрезерование полезно при работе с или на различной глубине резов, особенно при работе с чугуном. Обычное фрезерование проще в использовании, поскольку оно не приводит к поломке или перегреву инструмента, как это происходит при попутном фрезеровании.
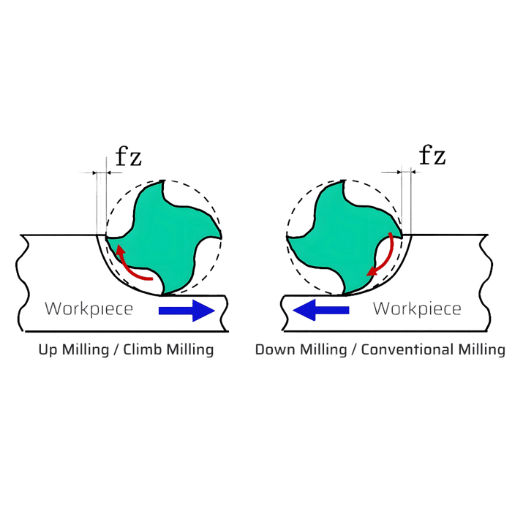
В: Какова разница в толщине стружки при попутном фрезеровании и обычном фрезеровании?
A: При проектировании попутного фрезерования толщина стружки максимальна, а затем она постепенно уменьшается. Это упрощает процесс создания и удаления стружки. При стандартном процессе фрезерования толщина стружки начинается с нуля и медленно увеличивается, что приводит к сильному трению и в то же время к более грубой отделке поверхности, чем предполагалось.
В: Можно ли на фрезерном стане в Бриджпорте выполнять как попутное, так и традиционное фрезерование?
A: Да. Фрезерный станок Bridgeport может выполнять как обычное, так и наклонное фрезерование. Но учтите, что старые типы фрезерных станков Bridgeport и других подобных машин могут не иметь люфт-устранителей, и это может сделать обычный наклон более опасным. Никогда не пытайтесь выполнять ручное фрезерование с наклоном над любой машиной, не убедившись, что ваша машина оборудована для этого метода.
В: Каково влияние обычного и попутного фрезерования на срок службы инструмента?
A: В долгосрочных прогнозах износа срок службы инструмента больше, при этом попутное фрезерование является более распространенным. Это связано с тем, что силы, которые необходимо приложить для подъема, больше, чем те, которые используются для движения в другом направлении. Причина, по которой инструменты приходится слишком сильно толкать, чтобы они были слишком близко к детали в течение длительного времени, наносит ущерб, оставленные слишком близко к детали, наносят ущерб.
В: Существует ли группа материалов, для которых попутное или обычное фрезерование более эффективно, чем другие?
A: Определенные материалы считаются оптимальными для определенных процессов фрезерования. Например, более мягкие материалы, такие как алюминий, как правило, превосходят технику попутного фрезерования из-за улучшенного качества поверхности и эффективного удаления стружки. И наоборот, более твердые материалы или материалы с абразивными поверхностями могут хорошо поддаваться традиционным процессам фрезерования, поскольку они могут лучше поглощать силу начального реза, что снижает риск поломки инструмента.
Справочные источники
- Корреляция между силой резания и остаточным напряжением при сухом фрезеровании торцов Инконель HX
- Авторы: Мохд Нор NA и др.
- Дата публикации: 2022-11-29
- Резюме: В этом исследовании изучается корреляция между силой резания и остаточным напряжением, создаваемым при обработке Inconel HX сухим концевым фрезерованием, а именно для подхода попутного фрезерования. Исследование иллюстрирует, как несколько параметров, таких как скорость шпинделя и подача на зуб, влияют как на силу резания, так и на остаточное напряжение.
- Методология: Авторы выполнили методику сухого концевого фрезерования, используя цельные керамические концевые фрезы для попутного фрезерования. Они рассчитали остаточные напряжения и подвод сил резания, а затем обработали данные для определения соотношений между ними, а также условий, которые минимизировали бы оба.
- Влияние припуска на чистовую обработку и метода фрезерования на шероховатость поверхности в процессе чистовой обработки Al5052 и Al7075
- Авторы: Бурханудин и др.
- Дата публикации: 2022-11-30
- Резюме: В этом исследовании изучается влияние различных процессов фрезерования, таких как попутное фрезерование или обычное фрезерование, на шероховатость поверхности алюминиевых сплавов Al5052 и Al7075. Результаты показывают, что по сравнению с обычным фрезерованием попутное фрезерование при различных допусках на чистовую обработку дает более гладкие поверхности.
- Методология: Исследователи провели эксперименты с различным допуском на чистовую обработку, а также с различной шероховатостью поверхности с помощью принятых процедур. Статистический анализ был проведен для определения эффективности процесса попутного фрезерования.
- Экспериментальное исследование сил резания при высокоскоростном фрезеровании Титановый сплав
- Авторы: Дж. Петру и др.
- Дата публикации: 2020-03-01
- Резюме: В этом исследовании анализируются силы ударного резания на титановых сплавах при фрезеровании с высокой подачей, при этом изучаются как попутное фрезерование, так и обычные методы фрезерования. Целью исследования является повышение эффективности и минимизация износа инструмента в процессе попутного фрезерования путем уточнения параметров резания.
- Методология: Авторы отслеживали силы, используемые для резки как при попутном, так и при обычном фрезеровании, используя различные условия для каждой настройки. Данные были проанализированы для определения параметров резки, которые наилучшим образом снижают силы, увеличивая при этом срок службы инструмента.
- Исследование влияния стратегии фрезерования на шероховатость поверхности
- Авторы: А. Этьемес, А. Баран
- Дата публикации: 2019-03-22
- Резюме: В этом исследовании изучается, как различные операции фрезерования, такие как попутное фрезерование, влияют на шероховатость поверхности закаленной горячедеформированной стали. В исследовании делается попытка показать, как направление фрезерования, а также параметры, заданные во время операции фрезерования, влияют на конечное качество поверхности.
- Методология: В этом исследовании изучается, как различные операции фрезерования, такие как попутное фрезерование, влияют на шероховатость поверхности закаленной горячедеформированной стали. В исследовании делается попытка показать, как направление фрезерования, а также параметры, заданные во время операции фрезерования, влияют на конечное качество поверхности.
- Фрезер
- Фрезерование (механическая обработка)
