









")
")

")
")
")
")
")



Se lavorerai con progetti meccanici, in particolare programmi CAD come Onshape, è essenziale comprendere la differenza tra fori passanti e fori maschiati. Le prestazioni e l'assemblaggio dei componenti possono essere influenzati da questi due diversi fori che hanno scopi diversi e hanno anche specifiche diverse. Questo articolo cerca di identificare le distinzioni chiave tra i tipi di fori passanti e quelli maschiati esaminandone le peculiarità e le applicazioni adatte per essi. Pertanto, dopo aver letto questo scritto, si dovrebbe sapere dove o perché ogni tipo di foro dovrebbe essere utilizzato nella propria progettazione, rendendola così efficiente e funzionale per i progetti di ingegneria in generale.
Cos'è un foro per il rubinetto e come si usa?

Comprendere un foro di rubinetto
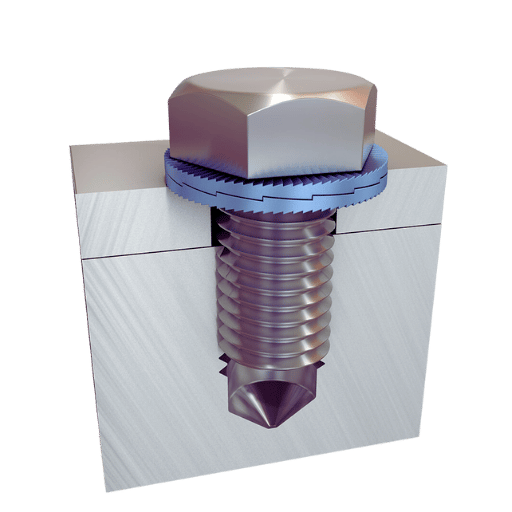
Un foro per il rubinetto è spesso chiamato foro per il rubinetto. Si riferisce a un foro avente filettature interne praticate nelle sue pareti in modo da consentire l'inserimento sicuro di viti o bulloni. Questa è la comprensione dei fori filettati rispetto ai fori non sfruttati. Questo tipo di foro diventa necessario quando è necessario un fissaggio forte e permanente. Le filettature non solo forniscono una grande forza di tenuta, ma distribuiscono anche il carico su un'area più ampia, garantendo al tempo stesso che le parti rimangano saldamente insieme. I fori maschiati sono molto convenienti, soprattutto quando si lavora con accessibilità limitata dall'altro lato, tanto che l'utilizzo di dadi sarebbe impossibile, da qui l'importanza di distinguere tra fori filettati e fori passanti. Trovano ampie applicazioni nella lavorazione dei metalli, nell'industria automobilistica e aerospaziale, dove il fissaggio accurato e duraturo è fondamentale. Tale precisione è richiesta nelle lavorazioni di lamiera.
Vengono spiegati i passaggi per il tocco.
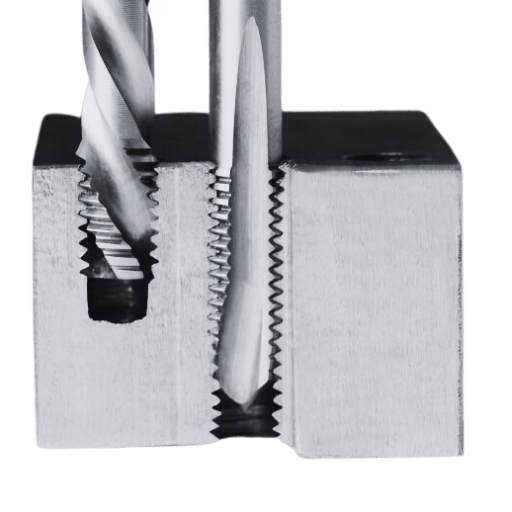
Il processo di maschiatura prevede la creazione di filettature interne all'interno di fori preforati, consentendo così di avvitare saldamente i materiali utilizzando bulloni o viti. Normalmente, questo processo consiste in tre fasi principali: foratura, maschiatura e pulizia. Innanzitutto si fora il materiale fino ad una dimensione specifica, che corrisponde alla dimensione della filettatura desiderata; questo forma quello che chiamiamo "foro per rubinetto". In secondo luogo, inserire uno strumento noto come maschio nello spazio forato, quindi ruotarlo in modo che i fili richiesti possano essere tagliati progressivamente dall'interno mentre si muovono verso l'esterno lungo la sua lunghezza. A questo punto è necessario utilizzare il fluido da taglio perché riduce l'attrito e allo stesso tempo aiuta a eliminare i trucioli o i trucioli prodotti durante l'operazione di taglio, lasciandoli infine puliti senza bave o spigoli vivi. Infine, pulire eventuali otturazioni metalliche all'interno dopo aver effettuato la maschiatura; fate questo fino a quando tutti i trucioli scompariranno completamente alla vista, assicurandovi così che non rimangano asperità lungo il percorso del filo; in caso contrario, il giunto fallirà a causa della mancanza di resistenza causata dallo scarso contatto superficiale tra le parti maschio-femmina qui coinvolte. La precisione con cui viene eseguita la intercettazione determina se verrà creata o meno una connessione forte e affidabile. Tali connessioni sono solitamente necessarie laddove è richiesta un'elevata integrità strutturale. Occorre quindi rispettare la precisione.
Maschio e foro filettato.
Utilizzare un maschio se si desidera creare filettature interne all'interno di fori su materiali che hanno un'accessibilità limitata sull'altro lato. Scegliere un foro filettato quando si ha a che fare con materiale sottile o morbido dove un dado preesistente può fornire una forza di fissaggio sufficiente. La decisione se maschiare o utilizzare inserti/dadi prefilettati dipende molto dalla precisione e dai requisiti applicativi.
Come infilare correttamente un foro?

Scelta della punta della dimensione corretta del maschio
Quando si seleziona la punta della dimensione corretta del maschio, è importante tenere in considerazione la dimensione e il tipo di filettatura desiderati poiché questi fattori influiscono direttamente sul diametro da forare. Un modo per determinare quale funzionerà è utilizzare questa formula: Dimensione punta trapano = Diametro maggiore – (1/Numero di fili per pollice). Ad esempio, se stessi infilando un filo da 1/4-20 UNC, verrebbe calcolato come segue: 0.250″ – (1/20) = 0.200″, quindi avrai bisogno di una punta da 7/32”. Inoltre, sono disponibili numerose tabelle standard che forniscono rapidi riferimenti tra dimensioni di maschi e punte, compatibili tra loro; inoltre, i calcolatori Internet o le applicazioni telefoniche possono rendere questo processo ancora più semplice garantendo la precisione durante la creazione di filettature interne.
Processo di maschiatura passo dopo passo
- Preparare il buco: Assicurarsi che il foro sia pulito e privo di detriti.
- Fissare il pezzo: Bloccare saldamente il pezzo in lavorazione in modo che non si muova.
- Scegli il tocco giusto: Seleziona un rubinetto della dimensione e del tipo corretti per il foro filettato desiderato.
- Lubrificare il rubinetto: Applicare fluido da taglio per ridurre l'attrito e il calore.
- Allineamento con il foro: assicurarsi che il rubinetto sia perpendicolare alla superficie.
- Inizia a toccare: Ruotare la maniglia del rubinetto in senso orario, tagliando il materiale.
- Inverso per eliminare i chip: Dopo ogni giro, ruotare il rubinetto in senso antiorario per rompere e rimuovere i trucioli.
- Continua a toccare: Ripeti il movimento avanti e indietro finché non raggiungi la profondità necessaria per i fili.
- Rubinetto di estrazione: Estrarre con attenzione il rubinetto dal foro mantenendolo allineato in modo diritto.
Pulire più vicino alle filettature inferiori per evitare che la polvere comprometta l'integrità dei fori filettati. : Rimuovere tutti i trucioli o i detriti rimanenti dal foro filettato.
Errori frequenti durante l'infilatura di un foro
- Selezione del tocco errata: L'errore di scegliere un maschio inadeguato alla dimensione del foro o al tipo di filettatura.
- Lubrificazione insufficiente: Mancata applicazione di fluido da taglio adeguato, con conseguente notevole attrito e calore.
- Posizionamento errato: Quando il maschio non è perpendicolare alla superficie del pezzo, ciò comporta filettature imprecise.
- Errore nella rimozione sufficiente dei trucioli: Non invertire spesso il rubinetto per eliminare i trucioli, con conseguenti intasamenti e rischio di rottura dei rubinetti.
- Troppa potenza: L'applicazione di una forza eccessiva può danneggiare i rubinetti o gli stessi fori filettati.
- Tapping eccessivo: Ciò comporta la maschiatura oltre la profondità richiesta per la filettatura; può indebolire i fili.
Quali sono le differenze tra i fori filettati e i fori maschiati?
Fori filettati e fori maschiati: principali distinzioni
Fori filettati e fori filettati sono due termini che vengono spesso usati in modo intercambiabile, ma hanno significati diversi. Nello specifico, un foro maschiato è un foro che è stato filettato internamente utilizzando un maschio, mentre qualsiasi forma di operazione di filettatura può creare un foro filettato, come ad esempio fresatura di filetti o toccando. Tutti i fori maschiati sono filettati, ma non tutti i fori filettati sono necessariamente maschiati: questa differenza riflette come sono stati realizzati e con quale utensile.
Confronti con i fori maschiati: casi d'uso
Casi d'uso dei fori maschiati
- Sono perfetti per creare filettature interne forti e precise.
- Sono comunemente utilizzati in applicazioni pesanti come macchine e assiemi strutturali.
- Ideale per materiali morbidi che richiedono un taglio costante del filo.
Casi d'uso dei fori filettati
- Questi possono essere utilizzati per varie operazioni di filettatura, come la fresatura o la tornitura di filetti.
- Questo tipo di foro è preferito negli ambienti automatizzati o ad alta produzione perché offre maggiore flessibilità ed efficienza durante l'uso.
- Comunemente utilizzato laddove potrebbero essere necessari diversi tipi e dimensioni di filettatura.
Vantaggi e svantaggi dei fori maschiati
Lati positivi:
- Esattezza: Fornisce una geometria della filettatura accurata e coerente.
- Potenza: Produce filettature robuste e affidabili per applicazioni ad alto stress.
- Flessibilità: Può essere utilizzato con diversi materiali, in particolare metalli più morbidi e plastica.
svantaggi:
- Richiede tempo: Richiede più tempo rispetto ad altri metodi di threading a causa dell'impostazione manuale.
- Usura degli utensili: Gli strumenti di maschiatura possono usurarsi rapidamente se utilizzati su materiali più duri, richiedendo una frequente sostituzione con opzioni di terze parti.
- Rischio di rottura: Come possiamo ridurre il rischio di rottura durante la maschiatura dei fori filettati? Come possiamo ridurre il rischio di rottura durante la maschiatura dei fori filettati? Potenziale agevolazione fiscale, difficilmente eliminabile dal pezzo.
Come può una persona scegliere lo strumento corretto con cui attingere al suo progetto?

Quando si sceglie tra maschio conico, maschio a fondo e maschio a rullare
- Maschio conico: Questo tipo di strumento è utile per iniziare le filettature nei fori passanti perché taglia delicatamente.
- Rubinetto di fondo: È perfetto per filettare vicino al fondo di fori ciechi dove non c'è passaggio attraverso il materiale e necessita di un controllo preciso della profondità; ha un passo minimo per un taglio del filo più profondo.
- Rubinetto per formatura: Questo funziona meglio quando si estrudono fili in materiali duttili in modo che si formino fili resistenti e precisi senza tagliare trucioli.
Spiegazione della dimensione della filettatura e della dimensione della punta
Per ottenere la migliore integrità e prestazione della filettatura, è necessario scegliere la giusta dimensione della filettatura e della misura della punta.
- Dimensione del filo: Si riferisce a un numero assegnato al diametro primitivo di una filettatura esterna o interna che si basa sulle unità di sistema in pollici secondo la pratica standard. Il diametro ed il passo nominali sono indicati da questo numero; tuttavia, potrebbero essere presenti informazioni aggiuntive come la designazione della classe di adattamento o la geometria speciale della forma della filettatura.
- Dimensione trapano: Le dimensioni della punta determinano la dimensione del foro da praticare prima di inserirvi la filettatura. Questi fori avranno diametri diversi a seconda che si utilizzino sistemi di misurazione metrici o standard, ma rappresentano sempre dimensioni inferiori alle dimensioni finali desiderate perché parte del materiale verrà rimosso durante il processo di maschiatura stesso.
È possibile utilizzare tabelle standard in modo da poter selezionare con precisione tra queste due dimensioni che devono corrispondere a quanto raccomandato dal loro rubinetto e anche ai materiali su cui si lavora.
Importanza della profondità del foro nella selezione di un maschio
Nella scelta di un maschio, la profondità del foro è di grande importanza perché determina il tipo di maschio richiesto e la qualità della filettatura prodotta. Quando si tratta di fori poco profondi, i maschi di fondo vengono utilizzati più frequentemente perché possono avvitarsi quasi fino al fondo del foro. Al contrario, i fori più profondi possono richiedere maschi conici che forniscano un contatto progressivo con il materiale del pezzo, garantendo così un taglio facile e riducendo le possibilità di rottura del maschio. È fondamentale garantire che il maschio selezionato copra l'intera profondità del foro senza compromettere l'integrità della filettatura, in modo da ottenere risultati di filettatura accurati e affidabili.
Cosa sono e qual è il loro effetto sul tapping?

L'attento controllo della profondità è necessario per definire un foro cieco, che non si estenda su tutto il materiale.
Un foro cieco si ferma prima del passaggio completo attraverso il pezzo; ha profondità fissa con fondo piatto o leggermente rastremato. Nella costruzione di stampi, nel fissaggio sicuro delle parti e nella creazione di cavità precise per inserti o tappi, tra le altre applicazioni, è comune l'adozione di fori ciechi laddove la presenza di fori passanti comprometterebbe l'aspetto, la funzione o l'integrità del componente. Poiché hanno una profondità limitata, i maschi devono essere selezionati con attenzione in modo che i trucioli possano essere rimossi facilmente e rapidamente, riducendo così il rischio di rottura del maschio e assicurando che non si sprechi tempo durante questo processo.
Toccando le sfide con un buco cieco
Quando si maschiano i fori ciechi sorgono problemi particolari, soprattutto perché non c'è molto spazio per raccogliere i trucioli. Ciò significa che i maschi con scanalatura elicoidale diventano necessari poiché questi tipi di maschi sono stati progettati specificamente per rimuovere i trucioli dai fori ciechi in modo rapido ed efficiente, prevenendo così il verificarsi di eventuali intasamenti che potrebbero compromettere il corretto funzionamento. È inoltre fondamentale controllare accuratamente la profondità per non toccare il fondo poiché ciò potrebbe causare la rottura anche dei rubinetti. Una lubrificazione adeguata aiuterà a ridurre l'attrito tra i pezzi da maschiare e i maschi stessi, riducendo quindi le possibilità che tali strumenti, così come i materiali, vengano danneggiati a causa dell'accumulo di calore causato da uno sfregamento eccessivo.
Tecniche che funzionano per sfruttare i buchi ciechi
Utilizza i maschi e gli strumenti corretti: scegli maschi con scanalatura elicoidale progettati specificamente per fori ciechi.
- Profondità di controllo: Questo è importante, soprattutto quando si ha a che fare con fori ciechi in cui il foro non attraversa il materiale. Utilizzare stazioni di prelievo dotate di impostazioni precise di arresto della profondità per evitare di toccare il fondo.
- Lubrificare: Applicare lubrificanti per maschiatura di buona qualità per ridurre l'attrito e l'accumulo di calore.
- Evacuare i trucioli: Di tanto in tanto invertire il rubinetto per eliminare i trucioli in modo da avere una rimozione efficiente dei trucioli.
- Velocità e velocità di avanzamento: funziona alla velocità e alla velocità di avanzamento consigliate per il materiale utilizzato per mantenere l'integrità del filo.
Domande e risposte sui fori praticati

Foro praticato e foro maschiato
Un foro è una semplice apertura in qualsiasi materiale che non contenga filettature. Di solito, vengono inseriti bulloni o viti per tenere insieme le cose. La differenza rispetto a quest'ultimo è che un foro maschiato si riferisce solitamente a filettature interne realizzate utilizzando un maschio che consente l'inserimento diretto di elementi di fissaggio filettati oltre a trattenerli.
Cosa fare se il rubinetto si rompe durante l'infilatura?
Quando una parte è stata filettata ma il suo maschio scatta al suo interno, possono esserci diversi modi per affrontare questa situazione. Una possibilità è utilizzare gli estrattori per rubinetti; si tratta di attrezzi studiati appositamente per la rimozione dei rubinetti rotti. Un'altra possibilità riguarda l'elettroerosione (EDM), che può sciogliere metallicamente il pezzo bloccato fino a farlo cadere naturalmente. Anche estrarre ciò che rimane ancora attaccato potrebbe funzionare. In ogni caso, questi metodi possono richiedere una certa esperienza e richiedere tempo, quindi causeranno periodi di inattività più lunghi danneggiando i pezzi, cosa che dovrebbe essere evitata a tutti i costi durante il processo di maschiatura eseguito con attenzione.
Qual è il metodo per garantire che le filettature passino attraverso un foro che è stato maschiato?
Per assicurarsi che le filettature passino attraverso un foro che è stato maschiato, procedere come segue:
- Scegli il tocco giusto: Selezionare un rubinetto di dimensioni e tipologia adeguate sia al materiale che alla profondità del foro. Per i fori ciechi è consigliabile l'utilizzo di maschi con scanalatura elicoidale in quanto agevolano l'evacuazione dei trucioli.
- Metodo di spillatura: Mantieni un ritmo uniforme mentre picchietti applicando una pressione costante. Ciò garantisce che l'intera lunghezza del foro sia impegnata con il rubinetto.
- Raffreddamento e lubrificazione: L'attrito dovrebbe essere ridotto spalmando del fluido da taglio di alta qualità sopra o attorno alle aree in cui vengono eseguiti i tagli durante la maschiatura. In questo modo è anche possibile prevenire l'accumulo di calore; inoltre facilita il taglio.
- Controllo sulla profondità: Utilizzare strumenti di maschiatura dotati di tappi per controllare la profondità o maschi con segni che indicano la profondità con cui dovrebbero penetrare nei materiali in modo che non si verifichi una maschiatura eccessiva o una maschiatura insufficiente.
- Controllo: Dopo la maschiatura, verificare la presenza della filettatura lungo tutte le parti di un foro utilizzando un dispositivo di fissaggio o un calibro per filettature di dimensioni adeguate.
Seguendo queste procedure sarà possibile ottenere fori accurati e uniformi, completamente filettati una volta maschiati.
Fonti di riferimento
Domande frequenti (FAQ)
D: Qual è la differenza principale tra fori passanti e fori maschiati?
R: Il loro scopo e la loro realizzazione sono ciò che crea la più grande disparità tra i fori passanti e quelli maschiati. Una persona crea un foro passante in modo che possa consentire il passaggio di un elemento di fissaggio senza impegnare le filettature, d'altro canto, le filettature vengono tagliate in fori filettati per impegnare gli elementi di fissaggio. In Onshape, entrambi i tipi di fori possono essere facilmente creati utilizzando la funzione chiamata foro.
D: Quando dovrei utilizzare un foro passante rispetto a un foro maschiato?
R: Utilizzare un foro passante se si desidera che un elemento di fissaggio attraversi liberamente il materiale prima dell'innesto del dado o del foro filettato sull'altro lato, mentre se si desidera che il materiale stesso agisca come dado, fornire una soluzione di fissaggio più permanente e precisa utilizzare un foro filettato.
D: Come posso specificare la dimensione di un foro di passaggio in Onshape?
R: L'opzione Gioco viti viene selezionata tra quelle elencate nella finestra di dialogo Gioco viti affinché gli operatori possano utilizzarla Lavorazione CNC accuratamente e creare le dimensioni richieste di tali spazi tra le viti.
D: Onshape può aiutare a creare fori filettati?
R: I fori filettati possono essere creati selezionando il processo di filettatura all'interno della funzione del foro che aiuta a garantire che il tipo di dispositivo di fissaggio selezionato sia stato filettato correttamente, ad esempio filettature metriche UNC UNF, questa impostazione tuttavia potrebbe non funzionare bene secondo alcune specifiche di richiamo relative alla creazione di questi tipi di funzionalità, quindi è necessario fare attenzione quando le si realizza.
D: Quali sono gli usi più comuni dei fori passanti rispetto ai fori maschiati quando si tratta di lavorazione CNC?
R: Quando si tratta di lavorazione CNC, esistono alcune applicazioni diverse per questi due tipi di fori. Nei processi di assemblaggio in cui gli elementi di fissaggio devono passare attraverso più parti ed essere fissati con dadi o altri mezzi sui lati opposti, potrebbero essere utilizzati fori passanti. D'altra parte, all'interno di un pezzo stesso, i fori filettati potrebbero essere utilizzati come modo alternativo per fissare senza utilizzare affatto i dadi.
D: Posso creare entrambi i tipi di fori con lo stesso strumento?
R: Di solito, per realizzare un foro passante sono necessari strumenti diversi rispetto a quelli necessari per la maschiatura. Detto questo, però, i trapani possono perforare gli spazi liberi mentre i maschi tagliano le filettature interne, quindi potresti non aver sempre bisogno di punte separate se lavori su determinati progetti in cui lo spazio è limitato, ma ciò dipenderà comunque dal tipo(i) che verranno utilizzati. fatto.
D: Cosa devo considerare quando scelgo tra maschi a taglio e maschi a rullare come processi di filettatura?
R: I fattori principali che dovrebbero entrare in gioco quando si decide quale processo funzionerà meglio per te includono: il materiale con cui si lavora, la finitura desiderata sui fili e anche l'applicazione/uso finale previsto per una parte in questione . I maschi che rimuovono il materiale (taglio) possono essere utilizzati su molti materiali diversi, mentre quelli che lo spostano (formatura) spesso forniscono filettature più forti all'interno di quelli duttili come l'alluminio, ecc. Inoltre, la scelta può dipendere dal livello di dettaglio necessario, come ad esempio prototipazione ad alta precisione.
D: Ci sono vantaggi o svantaggi associati ai fori di passaggio?
R: Ci sono sicuramente anche alcuni vantaggi e svantaggi associati al loro utilizzo. Ad esempio, consentono un allineamento più rapido durante l'assemblaggio perché i bulloni scivolano attraverso senza impigliarsi, ma ancora una volta ciò significa che deve essere presente un dado sul lato opposto, quindi se l'accesso non è disponibile da entrambi i lati, allora è necessario eseguire un ulteriore passaggio, ovvero l'inserimento del dado. Ciò può causare problemi quando si lavora in spazi ristretti o in luoghi difficili da raggiungere, ecc.
D: Quando la stampa 3D potrebbe essere utile per creare fori maschiati?
R: In alcuni casi, come durante lo sviluppo del prototipo, la stampa 3D potrebbe rivelarsi utile per realizzare aperture filettate. Consente iterazioni e test rapidi senza dover utilizzare metodi di lavorazione tradizionali che richiedono periodi di tempo più lunghi. Tuttavia, la resistenza dei fili prodotti dalla produzione additiva potrebbe non sempre corrispondere a quelli creati tramite utensili da taglio a seconda del tipo di materiale scelto e della risoluzione di stampa utilizzata, rendendoli quindi più adatti per applicazioni non portanti o semplicemente per test concettuali in generale.
