









")

")
")
")
")
")




Las operaciones de fresado plantean constantemente un dilema tanto a los maquinistas como a los profesionales de la fabricación: si elegir el fresado ascendente o el fresado convencional. Aunque ambos procesos parecen superficialmente iguales, difieren en cuanto a la vida útil de la herramienta, el acabado de la superficie, las fuerzas de corte y la eficiencia. La selección de la técnica adecuada es crucial para garantizar que tanto el proceso como la calidad de la pieza final estén optimizados. Esta guía aborda las diferencias, ventajas y usos más importantes tanto del fresado ascendente como del fresado convencional para que esté preparado para tomar las medidas adecuadas en sus tareas de mecanizado. Todos, desde un maestro maquinista hasta un novato, podrán beneficiarse de este artículo, que explica las complejidades y los entresijos de dos importantes procesos de fresado.
¿Qué es el fresado ascendente y en qué se diferencia del fresado convencional?

Definición de fresado ascendente
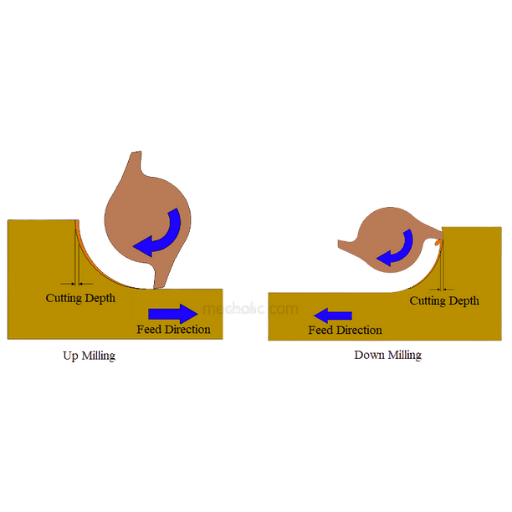
El fresado ascendente, o fresado descendente, es una estrategia de mecanizado en la que la herramienta de corte se mueve en la misma dirección que la pieza de trabajo. Esto significa que la parte más gruesa de la viruta se introduce primero y luego se reduce gradualmente a medida que se mueve la herramienta de corte. El proceso se destaca por su superficie muy lisa y uniforme, el bajo desgaste de la herramienta y un mejor acabado de la superficie que el fresado estándar. Sin embargo, no es tan eficaz en todas las situaciones, como cuando la máquina herramienta tiene un juego significativo porque conduce a una menor estabilidad y precisión durante el funcionamiento.
Definición de fresado convencional
El fresado convencional, también conocido como fresado ascendente, es un proceso de mecanizado en el que el material se separa de la pieza de trabajo mediante la rotación de la fresa. También se caracteriza por el movimiento de la herramienta hacia la pieza de trabajo, pero en un movimiento de ida y vuelta. De esta manera, el filo de corte se acopla al material desde el ángulo más fino al más grueso creando el efecto deseado. Las herramientas convencionales son más potentes que las de corte ascendente, lo que permite cortar con una velocidad más agresiva. Este método ilustra una peor rigidez de la máquina cuando hay un contragolpe y posee más fricción, lo que a su vez conduce a un mayor desgaste de las herramientas y una mayor rugosidad de las superficies de pulido en comparación con la destrucción de las superficies durante la recuperación.
Diferencias principales entre el fresado ascendente y el fresado convencional
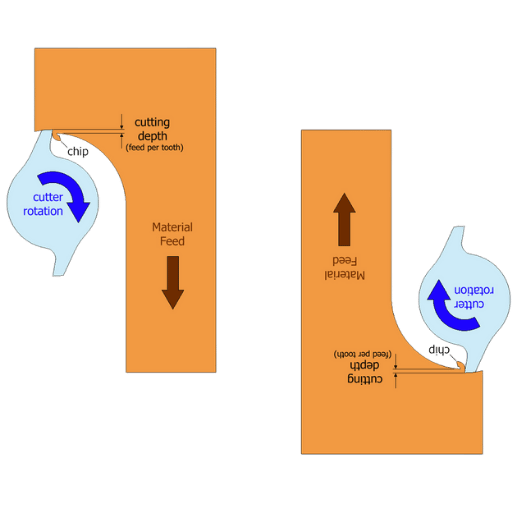
- Dirección de corte: Según tengo entendido, al subir por un molino, la fresa se mueve en la misma dirección que el flujo de alimentación. En el fresado convencional, la fresa se mueve en la dirección opuesta al flujo de alimentación.
- Superficie de acabado: En el fresado tradicional, he observado que la superficie resultante es más suave a medida que la fresa corta gradualmente la superficie del material, a diferencia de cuando se utiliza una fresa convencional que da como resultado una superficie más rugosa debido a un mayor grado de fricción.
- Erosión de herramientas: He observado que con menor fricción, las herramientas se destacan en el fresado ascendente, mientras que surgen dificultades con los métodos tradicionales, ya que la longevidad de la herramienta disminuye debido a una mayor fricción.
- Estabilidad de la máquina: A diferencia del fresado ascendente, que puede succionar la pieza de trabajo hacia la fresa y provocar vibraciones, el fresado convencional no es tan propenso a este movimiento. Por lo tanto, entiendo que los sistemas con holgura pueden utilizar el fresado tradicional, ya que son más estables.
- Eliminación de virutas: Mientras que los escaladores primitivos tienden a quitar las virutas detrás del cortador, manteniendo un paso libre, los escaladores tradicionales tienden a empujar las virutas hacia adelante, lo que podría bloquear el corte.
¿Cuáles son los beneficios del fresado ascendente CNC frente al fresado convencional?

Beneficios de las máquinas CNC que utilizan técnicas de fresado ascendente CNC
- Mejores acabados superficiales: El acabado superficial del componente será de mayor calidad debido a la acción de la fresa durante el proceso de corte, ya que tira de las fibras del material en lugar de empujarlas. Esta acción produce menos desgarros y sacrificio de formas geométricas.
- Menor fuerza de corte: Con la fresa de ascenso, la fuerza de empuje que se utiliza al cortar minimiza la desviación de la herramienta, así como la vibración, lo que crea un mecanizado más preciso.
- Mayor vida útil de la herramienta: Al generarse o acumularse menos fuerza de corte y calor, se prolonga la vida útil de la herramienta, ya que se mitiga el desgaste en el filo.
- Mejor expulsión de chips: Las virutas se eliminan del lado del ojo del cortador, lo que significa que el lado del pulgar está libre de obstrucciones para un agarre firme del cortador.
- Económico: En el fresado ascendente se utiliza menos energía que en el fresado ordinario, la fricción es menor y también lo son las fuerzas de corte.
Usos estándar del fresado convencional
- Desbaste: En el fresado convencional, tanto el corte como el desbaste se pueden realizar en una sola pasada. La velocidad de eliminación de material es mayor que la finura con la que se termina para dejar una buena superficie.
- Materiales duros: Es una práctica común realizar fresado ascendente en materiales más duros con el potencial de deflexión de la herramienta o vibración del husillo.
- Máquinas Manuales: El trabajo se realiza en máquinas manuales o antiguas sin dispositivos de compensación de juego, ya que elimina la posibilidad de que la herramienta se dañe por el juego de la máquina.
- Cortes interrumpidos: El fresado convencional, a diferencia del fresado ascendente, permite trabajar de forma eficaz durante procesos de corte interrumpidos, como por ejemplo en el mecanizado de superficies rugosas o fundidas con inclusiones volumétricas.
Cuándo se prefiere el fresado ascendente al convencional
El acoplamiento y desacoplamiento de la herramienta de corte a través de las superficies verticales de la pieza de trabajo, en particular en metales más blandos como el aluminio, requiere un movimiento más controlado con la ayuda de máquinas CNC confiables. El fresado ascendente se considera para materiales más blandos que requieren alta precisión y productividad, pero se necesita un acabado fino de las superficies. También es importante tener una buena construcción de la máquina para evitar problemas derivados de los fenómenos de recorte de viruta y arrastre de la herramienta.
¿Cuáles son los impactos del fresado ascendente en los resultados del fresado CNC?
¿Cuáles son los impactos del fresado ascendente en la vida útil de la herramienta y el desgaste de la fresa?
El uso del fresado ascendente en las condiciones adecuadas aumenta la vida útil de la herramienta y reduce el desgaste de la fresa. Las condiciones mejoradas no son la fricción por acumulación de viruta, el calor ➔ el arrastre abrasivo en estos términos, por lo que la acumulación de calor durante el mecanizado es mucho menos importante. En particular, la vida útil de la herramienta en A1 aumenta enormemente, debido a la menor acumulación de calor durante el mecanizado. Sin embargo, si las máquinas están configuradas incorrectamente o no hay suficiente rigidez en la estructura, el desgaste excesivo y los daños en la fresa se convierten en una posibilidad debido a la facilidad de tracción hacia la herramienta. Para maximizar estos beneficios positivos y negativos en la longevidad de la herramienta, la estabilidad de la máquina y el avance deben estar más que dentro de los límites prescritos.
Efectos sobre el acabado de la superficie y el ancho de las virutas formadas
Los efectos del acabado de la superficie, así como el ancho de la viruta, se controlan tanto en el fresado en pendiente como en el fresado convencional. El acoplamiento de la herramienta en el proceso de fresado en pendiente da como resultado un movimiento unidireccional de la viruta. Este corte de barrido garantiza que las virutas se produzcan con un espesor constante que va desde un máximo durante la fase inicial del corte hasta un mínimo hacia la etapa de meseta. Estos factores sugieren que el acabado de la superficie será mejor utilizando el fresado en pendiente porque las fuerzas de corte son constantes y la herramienta no está expuesta a fuerzas que provoquen fluctuaciones. Además, soportar todos los factores mencionados anteriormente aumenta la vista de la superficie y disminuye las posibilidades de que el material se decolore al realizar trabajos de mecanizado precisos en materiales más blandos. Con la ayuda de técnicas e instrumentos de mecanizado superiores que permiten la manipulación casi instantánea de la dirección de los polos y el ajuste de los filos de corte, se puede aumentar el valor de la superficie mecanizada, así como la consistencia del ancho de la viruta al realizar operaciones. Esto garantiza procesos de fabricación productivos y efectivos.
¿Cuáles son los problemas relacionados con el fresado convencional y el fresado ascendente?
Comprender el juego en las fresadoras
El juego en las fresadoras es el pequeño “juego” que se produce en los instrumentos de los sistemas mecánicos cuando se ejecuta el movimiento inverso. Este fenómeno se produce normalmente debido al desacoplamiento de los husillos de avance o al desgaste de las piezas de la máquina. El juego, en su sentido absoluto, puede perjudicar la precisión del mecanizado al colocar los componentes de forma imprecisa, especialmente durante trabajos delicados. La precisión durante múltiples operaciones es fundamental y puede verse muy afectada por el juego. Las máquinas actuales se ven ayudadas contra estos problemas mediante la implementación de sistemas de accionamiento directo, husillos de bolas de alta velocidad o ajustes más avanzados controlados por software que tienen en cuenta estos problemas en tiempo real. El mantenimiento regular y la calibración adecuada también son ayudas para evitar que el rendimiento del mecanizado se vea afectado por el juego.
Control del acoplamiento de componentes de maquinaria y herramientas de corte
El control de todas las piezas de la máquina y del acoplamiento de la fresa es vital para lograr precisión en el mecanizado, así como para preservar tanto la herramienta como la máquina durante un período de tiempo más largo. Deben realizarse controles reales de la posición de las piezas de la máquina, incluidas las piezas del husillo, la guía y los portaherramientas, que son necesarios para la precisión en el trabajo. El acoplamiento de la fresa afecta ampliamente la fuerza de corte, el desgaste de la herramienta y el acabado de la superficie logrado; por lo tanto, se requiere una selección adecuada de esos factores, profundidad de corte, velocidad de avance, velocidad del husillo y propiedades del material. Los métodos más nuevos, como las estrategias de trayectoria de herramientas adaptativas y los sistemas de monitoreo en tiempo real, permiten alterar el acoplamiento de la fresa en tiempo real, lo que aumenta la productividad y minimiza las posibilidades de dañar la herramienta o trabajar demasiado el material. Además, la implementación de estos sistemas de mantenimiento predictivo ayuda a estimar el grado de desgaste en partes importantes de las máquinas, lo que permite un funcionamiento completo y minimiza el tiempo de inactividad de la máquina.
Mejores prácticas para mejorar las técnicas de fresado mediante el uso de fresado convencional y de ascenso

Cómo mejorar los procesos de fresado convencional y de ascenso en general
Al optimizar el rendimiento de una fresadora, siempre concentro mi esfuerzo en un puñado de prácticas. Para empezar, decido entre fresado ascendente y fresado en silla de montar en función de la naturaleza del material y el resultado necesario, porque ambas técnicas tienen sus puntos fuertes. En la mayoría de los casos, el fresado ascendente se utiliza mejor en materiales más blandos porque proporciona un mejor acabado de la superficie y reduce el desgaste de la herramienta, mientras que el fresado convencional corta materiales más duros o incluso configuraciones inestables y ásperas. Además, el uso de herramientas de corte afiladas y de alta calidad, junto con un estricto cumplimiento de las velocidades de avance, las revoluciones del husillo y las profundidades de corte recomendadas también son prioridades. La calibración de la máquina a intervalos regulares y el mantenimiento de los componentes, como la lubricación, son imprescindibles para garantizar la precisión requerida y evitar tiempos de inactividad innecesarios. Además, aprovecho las últimas tecnologías, como las estrategias de trayectoria de herramientas adaptativas y los sistemas de monitorización del rendimiento en tiempo real, para aumentar la eficiencia durante el proceso de mecanizado.
Efectos de las distintas estrategias de fresado sobre la calidad de la superficie
Tanto el fresado ascendente como el fresado convencional difieren claramente en la calidad de las superficies producidas. Se sabe que el fresado ascendente proporciona mejores acabados en las superficies en comparación con el convencional, ya que la fresa corta a través del material con poca deflexión, lo que minimiza el desgarro y mejora la precisión. Este método es más adecuado que el resto para materiales más blandos, así como para materiales que necesitan una alta integridad estructural. Sin embargo, por más que se necesite el convencional, ya que no es muy útil en términos de calidad de superficie, funciona mejor en materiales más duros o en máquinas más antiguas, propensas a contragolpes, que tienen una mayor fuerza, sin embargo, cortan de manera más estable. En ambos tipos, se deben cumplir las condiciones de la herramienta, como el afilado y la alineación correcta, así como seguir los parámetros estipulados de fresado para lograr el acabado superficial deseado.
Cómo aprovechar al máximo el fresado convencional y de subida sin perder eficacia
- Técnica adecuada al material: El fresado ascendente es la mejor opción cuando se fabrican materiales más blandos o cuando se necesita un acabado superficial superior. También se recomienda que los materiales más duros se realicen con fresado convencional, ya que los cortes más duros pueden provocar desgaste y daños en la herramienta, y el acabado superficial puede degradarse.
- Estado y afilado de la herramienta:Se espera que las herramientas estén afiladas y se revisen para detectar daños antes de completar cualquier tarea. Las herramientas afiladas y sin daños ayudan a lograr cortes con mayor precisión, mientras que las herramientas desafiladas solo servirán para reducir la efectividad de la superficie.
- Velocidad de corte y avance: Se recomienda a los operadores seguir las guías proporcionadas para cortes y avances junto con las características específicas de la herramienta y el material para reducir la depreciación de la herramienta y aumentar la eficiencia de la medición.
- Minimizar el juego de la máquina: Es probable que las piezas más antiguas de las máquinas experimenten algún tipo de holgura durante su uso, lo que provoca cortes imprecisos y sobrantes de material. Para mitigar este problema, lo mejor para los operarios es el fresado convencional, ya que elimina el riesgo de que se produzca holgura.
- Fijación adecuada: Utilice abrazaderas estables y dispositivos de fijación para agarrar y posicionar el material antes de cortar; cualquier forma de movimiento puede obstaculizar la precisión así como los indicadores de acabado de la superficie independientemente de los métodos aplicados.
Si los operadores piensan detenidamente en estos consejos, la productividad aumenta drásticamente, lo que garantiza que se satisfagan todas las necesidades establecidas con la mayor variedad de tipos de necesidades para los diferentes aspectos del fresado con el conjunto.
Preguntas Frecuentes (FAQ)
P: ¿Cuáles son las principales diferencias entre el fresado ascendente y el fresado convencional?
R: Las diferencias entre estos dos métodos se reflejan mejor en la dirección del corte y las virutas resultantes. Durante el fresado ascendente, los dientes de la herramienta de corte correspondiente se mueven en la misma dirección que el avance, lo que les permite estar en contacto con la superficie de la pieza de trabajo. Este movimiento particular de la herramienta ayuda a generar superficies mejoradas y a reducir el tiempo de vida útil de la herramienta. Por el contrario, durante el fresado convencional, también conocido como fresado ascendente, la herramienta se mueve en contra de la dirección de avance. El fresado ascendente permite que gran parte de la herramienta roce contra la superficie de la pieza de trabajo, lo que significa que dañaría o desgastaría las superficies en bruto. Debido a esto, produce una superficie más rugosa en comparación con el fresado ascendente.
P: ¿Cuáles son las ventajas del fresado ascendente respecto al fresado convencional?
R: Existen muchas ventajas en el uso de métodos de fresado ascendente, algunas de las cuales incluyen acabados superficiales mejorados, menor costo de herramientas, menores requisitos de fuerza y mejor evacuación de virutas. Además, se ha observado que el fresado ascendente produce menos calor como resultado de una menor fricción y, debido al aumento de las velocidades de avance, es más útil en muchos servicios CNC.
P: ¿Existen problemas asociados con el fresado ascendente?
R: Sí, existen algunos problemas asociados con el fresado ascendente. La principal preocupación es que la herramienta de corte puede arrastrarse hacia la pieza de trabajo. Esto es especialmente problemático en máquinas sin eliminador de holgura. Esto ocurre en máquinas más antiguas y menos rígidas, y puede provocar la rotura de la herramienta y daños en la pieza de trabajo.
P: ¿Cuándo es mejor utilizar el fresado convencional en lugar del fresado ascendente?
R: Existen ciertas condiciones en las que se preferiría el fresado convencional. Estas incluyen trabajar con máquinas antiguas sin eliminador de holgura, trabajar con materiales que tienen superficies duras o escamosas y realizar operaciones de desbaste pesado. El fresado ascendente convencional también es útil cuando se trabaja con o sobre distintas profundidades de corte, especialmente cuando se trabaja con hierro fundido. El fresado ascendente convencional es más fácil de usar porque no tiende a romper o sobrecalentar la herramienta como lo hace el fresado ascendente.
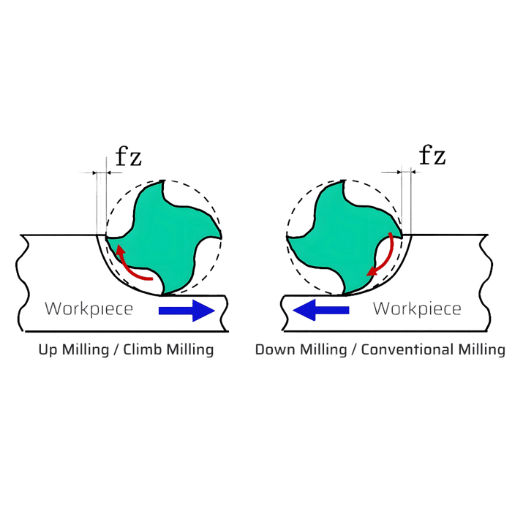
P: ¿Cuál es la diferencia en el espesor de la viruta entre el fresado ascendente y el fresado convencional?
R: En el diseño de fresado ascendente, el espesor de la viruta se encuentra en su nivel máximo y luego disminuye gradualmente. Esto hace que el proceso de creación y eliminación de viruta sea más fácil. En un proceso de fresado estándar, el espesor de la viruta comienza desde cero y aumenta lentamente, lo que provoca mucho roce y, al mismo tiempo, un acabado superficial más basto que el deseado.
P: ¿Es posible realizar tanto el fresado ascendente como el fresado convencional en una fresadora Bridgeport?
R: Sí. Una fresadora Bridgeport puede realizar ambas operaciones, la inclinación convencional y la inclinación ascendente. Pero tenga en cuenta que los tipos más antiguos de fresadoras Bridgeport y otras máquinas similares pueden no tener eliminadores de holgura, y esto puede hacer que la inclinación convencional sea más peligrosa. Nunca intente realizar fresado a mano alzada sobre cualquier máquina sin asegurarse de que su máquina esté equipada para soportar este método.
P: ¿Cuál es el efecto del fresado convencional y el fresado ascendente en la vida útil de la herramienta?
A: En las proyecciones a largo plazo sobre el desgaste, la vida útil de la herramienta es más larga con el fresado ascendente, siendo más predominante. Esto se debe al hecho de que las fuerzas que se deben aplicar para ascender son más fuertes que las que se utilizan para entrar en la otra dirección. La razón por la que las herramientas deben empujarse demasiado para estar demasiado cerca de la pieza durante mucho tiempo hace que el daño se produzca. Si se dejan demasiado cerca de la pieza, se produce el daño.
P: ¿Existe algún grupo de materiales para los cuales el fresado ascendente o el fresado convencional sean más beneficiosos que el otro?
R: Se considera que ciertos materiales son óptimos para procesos de fresado específicos. Por ejemplo, los materiales más blandos, como el aluminio, tienden a ser mejores con la técnica de fresado ascendente debido a la calidad mejorada de la superficie y la eliminación eficaz de la viruta. Por el contrario, los materiales que son más duros o tienen superficies abrasivas pueden funcionar bien con los procesos de fresado convencionales porque pueden absorber mejor la fuerza del corte inicial, lo que reduce el riesgo de rotura de la herramienta.
Fuentes de referencia
- Correlación entre la fuerza de corte y la tensión residual en el fresado en seco de extremos de Inconel HX
- Autores: Mohd Nor NA y otros.
- Fecha de publicación: 2022-11-29
- Resumen: Este estudio explora la correlación entre la fuerza de corte y la tensión residual creada durante el mecanizado de Inconel HX con fresado en seco, más específicamente, para el método de fresado ascendente. El estudio ilustra cómo varios parámetros como la velocidad del husillo y el avance por diente afectan tanto a la fuerza de corte como a la tensión residual.
- Metodología: Los autores aplicaron técnicas de fresado en seco, utilizando fresas de cerámica sólida para el fresado ascendente. Calcularon las tensiones residuales y el suministro de fuerzas de corte y luego procesaron los datos para determinar las relaciones entre ambos, así como las condiciones que minimizarían ambos.
- Efecto de la tolerancia de acabado y del método de fresado sobre la rugosidad de la superficie en el proceso de acabado de Al5052 y Al7075
- Autores: Burhanudin y otros.
- Fecha de publicación: 2022-11-30
- Resumen: Este estudio investiga los efectos de diferentes procesos de fresado, como el fresado ascendente o el fresado convencional, sobre la rugosidad superficial de las aleaciones de aluminio Al5052 y Al7075. Los resultados muestran que, en comparación con el fresado convencional, el fresado ascendente, en sus diversas tolerancias de acabado, produce superficies más lisas.
- Metodología: Los investigadores realizaron experimentos con diferentes tolerancias de acabado, así como con distintas rugosidades de la superficie mediante procedimientos aceptados. Se realizó un análisis estadístico para determinar la eficiencia del proceso de fresado ascendente.
- Investigación experimental de las fuerzas de corte en el fresado de alto avance de Aleación de titanio
- Autores: J. Petrů y otros.
- Fecha de publicación: 2020-03-01
- Resumen: Esta investigación analiza las fuerzas de corte por impacto en aleaciones de titanio con fresado de alto avance, examinando tanto el fresado ascendente como los métodos de fresado convencionales. El objetivo de la investigación es aumentar la eficiencia y minimizar el desgaste de la herramienta en el proceso de fresado ascendente mediante el refinamiento de los parámetros de corte.
- Metodología: Los autores monitorearon las fuerzas empleadas para cortar en configuraciones de fresado tanto en ascenso como convencional, utilizando diferentes condiciones para cada configuración. Los datos se analizaron para determinar los parámetros de corte que mejor reducían las fuerzas y al mismo tiempo aumentaban la vida útil de la herramienta.
- Un estudio sobre los efectos de la estrategia de fresado en la rugosidad de la superficie
- Autores: A. Etyemez, A. Baran
- Fecha de publicación: 2019-03-22
- Resumen: Este estudio explora cómo diversas operaciones de fresado, como el fresado ascendente, afectan la rugosidad de la superficie del acero templado para trabajo en caliente. El estudio intenta demostrar cómo la dirección del fresado, así como los parámetros establecidos durante la operación de fresado, afectan la calidad final de la superficie.
- Metodología: Este estudio explora cómo diversas operaciones de fresado, como el fresado ascendente, afectan la rugosidad de la superficie del acero templado para trabajo en caliente. El estudio intenta demostrar cómo la dirección del fresado, así como los parámetros establecidos durante la operación de fresado, afectan la calidad final de la superficie.
- Fresa
- Fresado (mecanizado)
